今天我们来讲钣金。一听到钣金,你是不是直觉想到汽车钣金,也就是汽车的外壳?其实钣金不只是如此,除了汽车外壳,电器用品、器皿、餐厅厨具到电脑外壳,甚至是飞机的外罩,这都是钣金的范畴。今天就跟着我们一起来了解钣金以及它的加工工艺。如果你觉得我们说得好,请给我们一点支持和鼓励,记得点赞分享哦!
钣金就是板状金属的总称。因为金属的特性比起一整块的金属,薄片的金属要切要折都轻松很多,而且金属的强度高,薄薄一片就已经足够用来做成各种制品,材料利用效率超高,成本自然就低。所以在工业上大量的使用。实际上人类在公元前4000年就有运用金属薄板来制造兵器的记录。当时要取得钣金可没那么容易,金属没有木材这么软,没这么好加工,所以要把金属变薄,只能通过人工一直敲打才行,有点类似锻造。一直要到公元前600年才在中东和南亚出现了类似现代制作钣金的机台压制机的雏形,压制机是用两个大滚轮把金属碾压过去,就可以让金属变成薄板,跟擀面团有点像。
常用的钣金金属材料包括铁板、不锈钢、铝铜,以现代钢铁类钣金的生产来说,会从炼钢厂的高温炉开始,将熔融金属倒出冷却,转换成大块又厚重的半成品钢胚,然后送去轧制厂压制,这时会把钢坯加热到1100到1250度,软化后压制,就称为热轧。这样的板子厚度比较厚,大多运用在建筑或船舶业。不过这样的厚度对日常生活用的钣金来说还是太厚了,所以常常会再进行另外一次的压制。这时的压制可以在常温中进行,我们就叫它冷轧。而冷轧制作的薄板材料,最薄的可以达到0.1mm。

接下来我们来讲加工,依照厚度,钣金还可以分成薄钣金和厚钣金。
3毫米以下我们就叫它薄钣金,用在电器、民生用品、汽车。3毫米以上就叫厚钣金,用在建筑、大型设备和船舶。两个的加工方法虽然有一点点的差异,但大致是雷同的。
从流程来说,我们可以分成剪切、成型、接合三个阶段,分别来说明一下钣金的剪切就像在剪纸一样,把需要的材料取下来,专业上我们就叫它下料。工业上主要通过冲裁和激光切割来实现,而冲裁就是用冲压机来裁切钣金,搭配不同形状的模具,用高压把板材裁切打孔,几秒就一个,加工快速,非常适合大量的下料。而激光切割则是用激光光束对金属板料进行切割,复杂多变的造型或是快速制作的时候也比较常用,因为不需要模具,少量打样的时候也非常适合。不过激光比较适合切薄钣金,如果要切厚钣金呢,就要高功率激光,比较容易热变形,但也可以用水刀,水刀也是一个很有意思工艺,有机会再来跟大家解说。
接下来来讲成型,钣金成型的方式主要有折弯、冲压、液压成型三种。
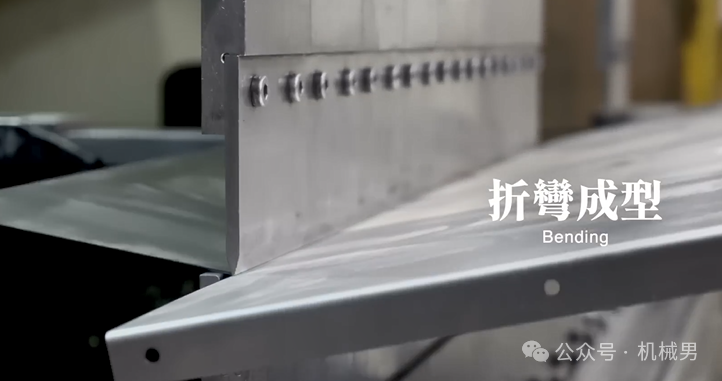
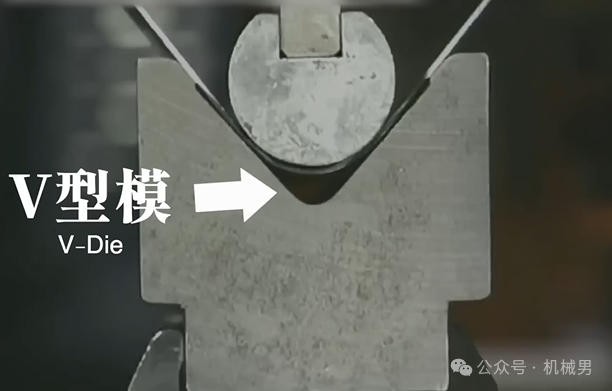
折弯就是用折弯机来加工,跟折纸一样把钣金折弯,利用上下模加压的方式来弯板,上模我们通常称为刀具,常见的大概分直刀和弯刀两种。弯刀主要是应付折弯后的工件干涉的问题,而下模就称为V型模,是用来影响要弯折后的造型。
基本上光是折弯,就已经能做出很多生活中的产品,像电脑机壳、家具、机器外壳等等的,光是折弯就已经制成一个产业了。第二种是冲压成型,利用高压冲击搭配模具来完成各种不同的立体造型,又称为拉伸。除了工业零件之外,金属生活器皿、杯子啊、碗都是用冲压来做的。不过钣金的特性其实有点像布料,虽然可以很容易塑形,但同一个位置变形量也不能够过大,不然很容易就产生断裂的情况。所以冲压厂打开多个模具,多冲几次,才能够分担那个变形量,达到理想的造型。所以像水壶看起来是一个简单的曲面,但也是需要分多种的工序。

另外比较细长的造型还会使用冲压的加长版深抽来完成,透过先夹住板材,然后再用模具缓慢加压的方式,不断的把造型变得越来越长,越来越细。以上这些冲压的流程都可以用自动化设备串接起来,在同一块板金上产出很多件产品,或是直接把多道工序一次完成,就变成了连续冲压。一个成品出来,在大量生产的时候效率超高。这种流水线作业方法值得大家学习借鉴。



