
在机械加工中,”涨套”通常指的是套筒,而 “涨” 可能是指通过一些手段使套筒变大,以适应其他零件的加工需求。
下面是涨套在机械加工中的一些优点:
-
适应性强: 涨套可以根据需要调整尺寸,适应不同直径的零件,提高了加工的灵活性。
-
节省成本: 涨套的使用可以减少所需的套筒种类,因为一个涨套可以适应多个直径,从而减少了库存和成本。
-
简化工艺: 使用涨套可以简化加工工艺,减少调整和更换零部件的次数,提高生产效率。
-
提高精度: 涨套可以提供更好的定位和支持,有助于提高零部件的加工精度。
-
降低刀具磨损: 由于涨套能够更好地支撑工具,因此可以降低刀具的磨损,延长刀具的使用寿命。
-
减小振动: 涨套能够提供更好的刚性支撑,降低振动,有助于提高加工质量。
总体而言,涨套的使用可以为机械加工提供更多的灵活性和效率,从而优化加工过程。然而,具体的优点还取决于涨套的设计和实际应用情境
。
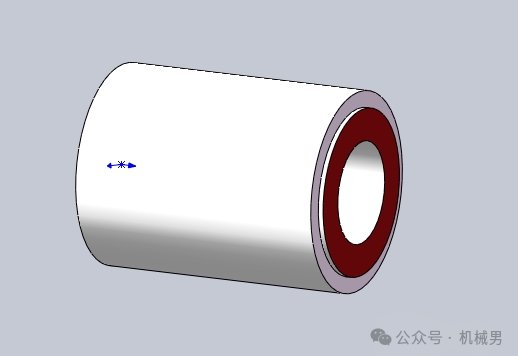
今天跟朋友在聊产品加工过程中,突然聊到涨套这个夹具。我就回想起很早之前设计过一个涨套。这个涨套,就是为了加工上面那个图的产品,为了加工红色端面,所设计出来的。
在没有该工艺之前,都是穿芯棒,然后用普车加工,先把刀摇到端面然后光一刀,保证中心跟端面的垂直度。因为内孔尺寸都是公差,所以每次芯棒穿过去,端面的距离都是没有固定的,只能靠手摇去碰端面。大家可以想象一下那时候的落后。
后面工厂赚钱了,买了数控车床(可以想一下多久之前,那时候还真没有接触过数控车床),也是为了改进加工效率。但是数控车床就必须保证每次装夹的位置应该是一样的,这样每次刀具都能加工得到,不必每次都去对刀。后面就想到了用弹性涨套这个东西,但是要怎么设计进来配合我们这个产品(不要看这个产品很简单,里面门道很多,内孔精度必须达到μ级的,具体用在哪里我就不透露了,今天重点不是在这)。
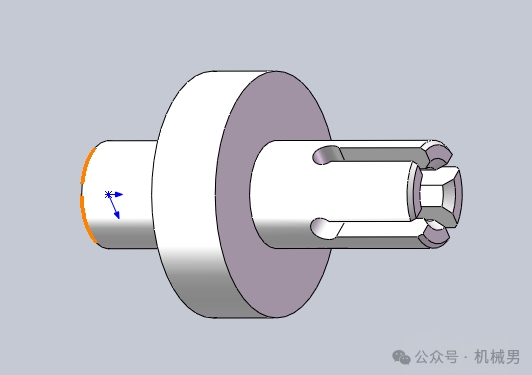
这个就是后面设计的涨套,我大概画了一下(很多小细节没有处理),那个槽其实没有那么宽,槽具体宽度可以查下设计手册。使用方法就是左边是车床三爪夹住,先保证它同心,右侧是放零件的,零件放进去后,尾座顶针摇进去,顶开那个弹性涨套,然后就可以直接加工。后期把手摇尾座改为气动尾座。
二、现在说一下这个涨套的加工过程:
1、材料我是选65Mn,这个材料用来做有弹性的东西比较适合,当然还有其他的材料,例如9SiCr,60Si2Mn,50CrVA,Cr12,也有的人用45钢或40Cr(这2种耐磨性更差一点)
2、先粗加工到外形如上图那样,当然是没有割槽的(放最后工序)
3、热处理(HRC50-55),回火
4、半精加工
5、冷处理(减少变形量,防止割完槽再变形,因为我这个直径比较小,而且壁厚(相对直径来说)所以变形会少,这一步可做可不做。如果直径比较大的话,热处理要处理好,不然割完槽就会变形)
6、精加工
7、割槽。(割槽一般都是割偶数个,对称型的,这样好加工,奇数个我是觉得非常不好加工,能力有限。直径小的就4个槽,大一点的可以6个,8个,手册上都有标准数据,可以对应查找)
加工过程看似很简单,其实做起来没有那么简单,期间也报废了好多,试验了好久,加工过程也有很多细节,不仅仅是尺寸上的要求,还有热处理上的要求。具体我就不多说了,只有经历过才会懂其中的痛苦和快乐。
搞机械的,加油!
公众号:机械男(ID:jixienan)
博客:http://www.jixienan.com
分享一些我觉得有用的内容,希望对大家能有帮助!



